1 引言
能源是人类社会生存和发展的基础,当前人类使用的主要能源为化石能源。化石能源的使用虽带动了经济社会的快速发展,但同时也带来严重的环境污染及CO2排放问题,为此人类迫切需要用清洁可持续的绿色低碳能源来代替化石能源的使用,减少环境污染和温室气体排放。
氢气是元素周期表中的第一位元素,也是组成水、石油、煤和生命体等的重要元素之一。氢能源作为一种清洁、无污染、燃烧热值高的新型能源,是目前新能源的研究热点之一,在碳达峰、碳中和目标背景下,将在可再生能源占主导地位的能源体系中扮演举足轻重的角色。加快发展氢能产业,则是各国应对全球气候变化、保障能源安全和实现经济社会高质量发展的重要战略选择。
水电解制氢被认为是未来制氢的发展方向,特别是利用可再生能源电解水制氢,具备将大量可再生能源电力转移到难以深度脱碳工业部门的潜力。从技术路线看,电解水是一种绿色环保、生产灵活的制氢技术,其产品纯度高、技术相对成熟,并且可利用光伏发电、风力发电等可再生能源实现氢气的大规模制备,是实现我国碳中和目标的重要技术之一。
2 电解水制氢工艺技术
根据电解液的不同,当前被认为可大规模推广的电解制氢技术主要分为3种:液体电解液—碱性电解(alkaline water electrolysis,AWE);酸离子环境中的电解—质子交换膜电解(proton exchange membrane,PEM);高温电解—固体氧化物电解(solid oxide electrolysis,SOEC),其中碱性电解池制氢是研究发展时间最长、最为成熟的技术。
2.1 碱性电解池
碱性电解制氢技术是目前最成熟、商业化程度最高的电解制氢技术,MW级规模的电解装置已实现商业化应用。电解池结构主要包括电极、隔膜、电解液、电解池四部分。电解液常采用碱性氢氧化钠溶液、氢氧化钾溶液或氢氧化钙溶液(20 wt~30 wt%);特定的隔膜(通常采用石棉布或者聚砜等绝缘材料)将电解池分隔出阴极电解区域和阳极电解区域(镍基材料为电极),阴极区产生的氢气和阳极区产生的氧气彼此不混合,增加了装置的安全性。碱性电解池电流密度一般在0.25 A/cm2左右,能耗5 kWh/Nm3 H2,效率通常在60%左右。
在外部电源作用下,碱性电解液中的OH-吸附在阳极催化层,经催化后OH-失去电子成为O2和水,产生的自由电子经阴阳极间的外接电路到达阴极。被吸附在阴极催化层的水分子获得电路供给的电子,生成氢气和OH-。碱性电解液中部分OH-和H2O会通过隔膜,在两个电解槽之间发生迁移和扩散,保持槽内离子浓度的平衡,维持两极电解区域的电中性。碱性电解池电解原理示意图如图2.1-1所示。
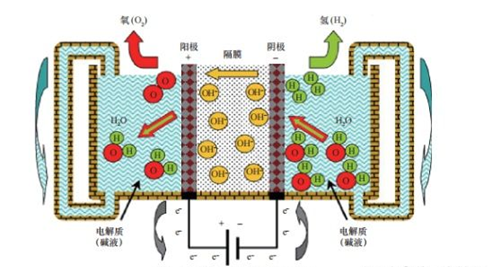
图2.1-1 碱性电解池水电解原理示意图
目前该技术的局限性主要存在于:
2.由于快速变载会造成两侧压力失衡,进而氢过多渗透造成爆炸风险,同时响应性很慢,与具有快速波动特性的可再生能源配合性能相对较差;
3.最大电流密度通常限制在0.45 A/cm2以内(一般为0.2~0.4 A/cm2)。因为在较高的电流密度下,产生的气泡在重力作用下会沿电极表面向上流动,从而在整个电极表面形成一层连续的非导电气膜;
4.电解液为强碱性、强腐蚀性物质,整个电解系统的内部管道、电解槽、泵等都需在较强碱液下保持长期稳定性。
2.2 固体氧化物电解池
一个典型的固体氧化物电解池,其核心组成包括:电解质、阳极(也称为氧电极)和阴极(也称为氢电极),如图2.2‑1所示。中间是致密的电解质层,两边为多孔的氢电极和氧电极。电解质的主要作用是隔开空气/氧气和燃料气体,并且传导氧离子,因此一般要求电解质致密且具有高的离子电导和可忽略的电子电导。电极一般为多孔结构,以增加电化学反应的三相界面,并有利于气体的扩散和传输。此外,平板式的SOEC还需要密封材料,多个单体SOEC组成电堆还需要连接体材料。
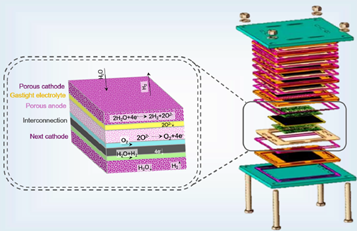
图2.2‑1 固体氧化物电解池主要组成
从反应过程上讲,较高温度下(700 ~ 900℃),在SOEC两侧电极上施加一定的直流电压,H2O阴极被还原分解产生H2和O2-,O2-穿过致密的固体氧化物电解质层到达阳极,失去电子析出O2。阴极和阳极的半电池反应分别为:
阴极:H2O + 2e → H2 + O2-(1)
阳极:O2-→ 2e + 12 O2(2)
从原理上讲,高效率和高产率是SOEC制氢的两个主要优点,其内在原因是高温下的电化学过程使得电解反应在热力学和动力学方面比低温电解更具优势。除此之外,SOEC还具有其他优点:
1. 原料适应性广。除了电解水制氢,SOEC还可以共电解CO2和H2O制备合成气(CO和H2)。由于电解的原料来自于捕获的CO2,因此从整个过程来看,采用该方法合成碳氢燃料的过程不产生新的CO2,具有碳中性循环的优点;
2. 运行模式多样化。首先,SOEC具有运行可逆的优势,可以在电解池和燃料电池(SOFC)模式之间灵活切换。用作高效产氢或电化学储能装置,将电能高效转化为化学能(氢能),也可在燃料电池模式下运行,通过电化学反应得到电能。其次,SOEC制氢可以根据不同的应用场景调整电压窗口,可以在吸热、放热和热中性条件下运行,可调控的灵活性使得SOEC容易与具有不同热源的可再生能源耦合,具有更好的灵活性和更大的应用空间;
3. 全固态和模块化组装。SOEC的核心部件为固体氧化物陶瓷材料和不锈钢材料,具有较强的机械稳定性和环境适应性,且不使用贵金属催化剂,材料成本低廉。模块化的组装方式使得它可以根据需要灵活调整产氢规模用于多种场合,从移动式、固定式制氢装置到制氢厂,具有很好的发展前景。
然而固体氧化物电解池仍存在高温工作环境致使的缺点,例如:
1. 由于温度原因,阴极部分材料会出现逐渐烧结的状况;
2. 阳极材料随着电解过程中氧气的产生,发生团聚反应,使得电极气孔率发生改变,催化剂的催化活性降低;
3. 长时间的高温电解,使得固态电解质与阴极部分界面材料发生反应形成高阻抗,增加能耗;
4. 高温对电解池连接材料的要求,同时高温工况造成的热能及水资源损失,增大了电解池选材要求。因此高温固体氧化物电解池相关装置,短期内无法形成大规模的实际使用。
2.3 质子交换膜电解池
固体聚合物膜也称为质子交换膜,可提供高导电性,允许紧凑化设计和高压操作。薄膜厚度低(90~300 μm)是质子交换膜有诸多优点的原因之一。目前常用的商业化质子交换膜品牌有:Nafion®、Fumapem®、Flemion®和Aciplex®等。
质子交换膜电解池主要由质子交换膜、催化剂和气体扩散层组成的膜电极、双极板和密封圈、防护片、端板等组成,如图2.3-1所示。
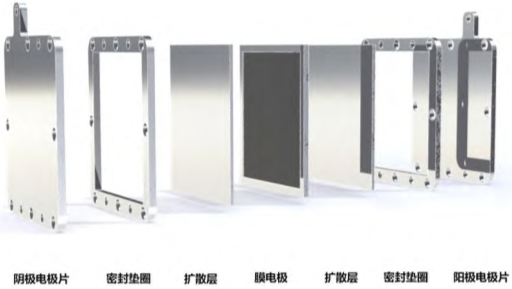
图2.3-1 质子交换膜电解槽结构示意图
质子交换膜电解池的工作原理如图2.3-2所示:首先通过水泵供水到阳极,水在阳极被分解成氧气(O2),质子(H+)和电子(e-),质子通过质子交换膜进入阴极。电子从阳极流出,经过电源电路到阴极,同时电源提供驱动力(电池电压)。在阴极一侧,两个质子和电子重新结合产生氢气。质子交换膜电解池化学反应方程式如下:
阳极发生析氧反应(OER):
2 H2O + 4 e- → 4 H+ + O2(3)
阴发生析氢反应(HER):
4 H+ + 4 e- →2 H2(4)
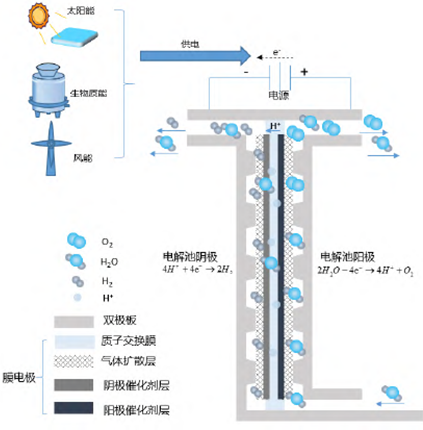
图2.3-2 质子交换膜电解池原理示意图
2.4 电解水制氢技术对比
根据电解液的不同,当前被认为可大规模推广的电解制氢技术主要分为3种:碱性电解、质子交换膜电解和固体氧化物电解。表2.4-1是三种水电解制氢技术对比,表2.4-2为电解水和其它工业制氢技术对比。
表2.4‑1 三种水电解制氢技术对比
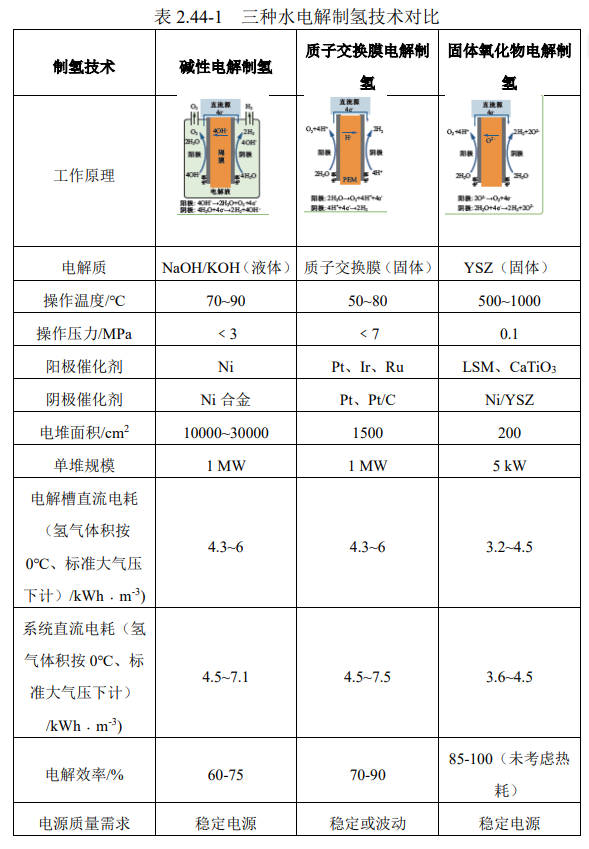
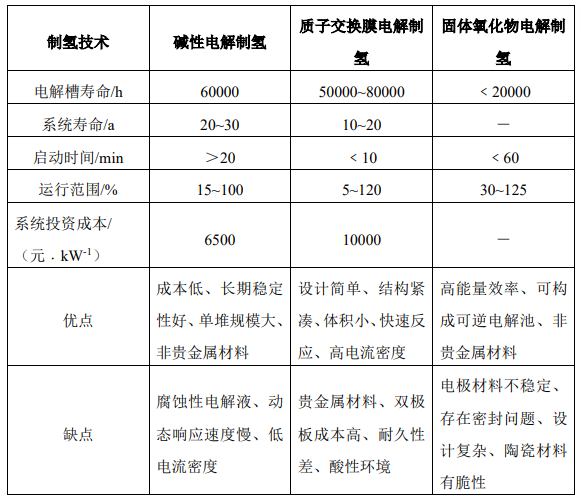
注:LSM为(La1-xSrx)1-yMnO3;YSZ为Y(钇)稳定的ZrO2。
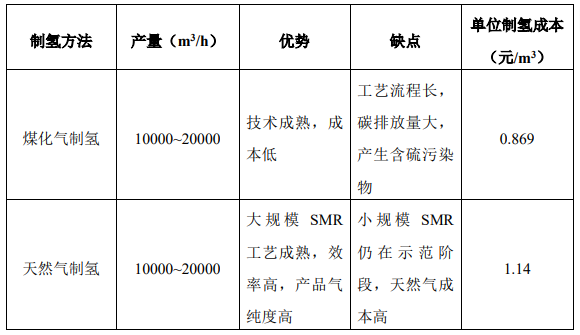
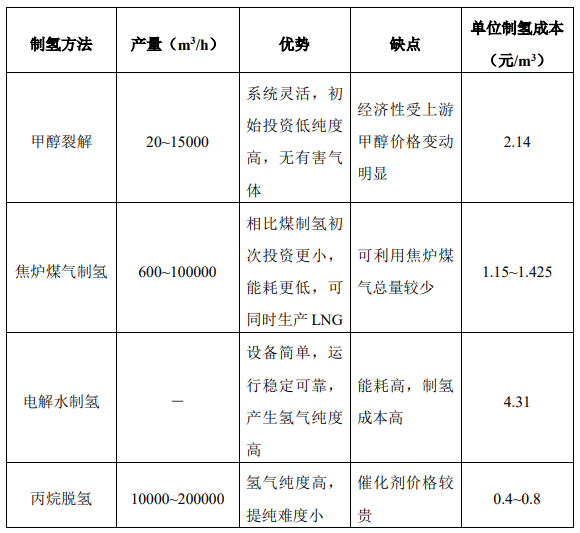
表2.4‑2 工业制氢技术对比
3 技术展望
电解水制氢技术的发展关键在于其成本的降低,成本一般包括:①设备成本;②能源成本(电力);③其他运营费用;④原料费用(水)。其中,能源成本即电力成本占比最大,一般为40%~60%(AWE/PEM),甚至可达80%,该部分主要由能源转化效率(即电解制氢效率)因素驱动,设备成本占比次之。对于菲律宾市场而言,当制氢成本降至20元/kg以下时,相比于化石能源制氢,电解制氢才具有一定的竞争优势,此时可再生能源电价需降低至0.3元/kWh以下。
降低绿氢成本不仅需要金年会在可再生能源电力上的政策倾斜与激励,还需要科研人员在关键材料研制上的进步与突破,从而降低设备成本。电解制氢设备成本可从两个方面减少。一是从电解槽设计与单电池材料入手,使用较少的关键材料,尤其是Pt、Ir等成本较高的贵金属材料,或用非贵金属材料(Ni、Fe等)取代。重新设计电解槽以实现更高的效率(更低的电力成本)、更高的耐久性(更长的寿命)以及更高的电流密度,可通过优化膜厚度来降低欧姆电阻(同时还需兼顾气体渗透问题),以提升电解效率;对多孔层传输层(PTL)、双极板流道等关键部件的结构优化,如优化孔隙率、孔径、厚度等PTL结构参数,采用三维网格结构流场等,以提升电解槽性能与寿命。二是从增加单槽和工厂生产的规模来提升应用经济性,通过执行高通量、自动化的制造工艺,降低每个组件的成本。
综上所述,目前被认为可大规模推广的三种电解制氢技术各有优劣势,一是碱性电解水制氢,其特点是启停较快,已在工业上应用,还需进一步发展系统集成和配套技术。二是质子交换膜电解水制氢,其特点是启停快,但面临贵金属电催化剂成本高的挑战,还需进一步研究复合材料、非贵金属材料来降低成本。三是固体氧化物电解水制氢,因部分电能被热能取代,转化效率可达85%以上,期待该技术尽快突破材料的高温稳定性,在大规模电解水制氢方面发挥作用。






_03.jpg) 关于我们
关于我们_09.jpg) 新闻中心
新闻中心_11.jpg) 业务介绍
业务介绍_06.jpg) 人力资源
人力资源_08.jpg) 合作伙伴
合作伙伴_07.jpg) 相关链接
相关链接
